


Corte a plasma
Introdução
O processo de corte térmico com tecnologia plasma, vulgarmente chamado “corte a plasma”, é um processo com uma forte presença na indústria. A sua versatilidade em gama de espessuras, diferentes materiais metálicos a cortar e qualidade de corte, combinada com custos de aquisição relativamente baixos ou médios, permitiram que durante muito tempo (e antes da introdução do corte a laser) fosse o principal processo de corte de metal.
O corte a plasma tem sofrido constantes desenvolvimentos e melhorias, fazendo com que existam atualmente diferentes tipos e configurações de máquinas. Na sua constante evolução, o papel dos gases industriais tornou-se cada vez mais complexo e relevante, não só pela forte influência sobre o bom funcionamento do processo, tanto a nível da produtividade como da qualidade de corte, mas também pela grande quantidade de gases que podem fazer parte do processo.
Através deste artigo técnico, a Nippon Gases define de uma forma geral o processo de corte de plasma, que modos existem e respetivas características e, posteriormente, aprofunda o tema da tecnologia dos gases associados ao processo, definindo o tipo de gás envolvido e qual a sua função.
Definição do processo
O plasma é um gás aquecido a altas temperaturas e que conduz eletricidade. A energia necessária para produzir o corte é gerada por um arco elétrico entre um elétrodo e o metal de base no referido gás altamente ionizado. Este arco é estrangulado no bocal dando origem ao calor e ao efeito de “sopro” necessário para deslocar o metal fundido.
Tipos de corte a plasma
Padrão
O arco é estrangulado num único bocal com o uso de um único gás de corte. Não se utiliza gás de proteção. Geralmente, o gás de corte é adicionado tangencialmente em torno do elétrodo. A rotação do gás faz com que a parte mais fria (e também mais pesada) se mova radialmente para a parte externa, formando uma camada protetora no interior do bocal. Isto ajuda a uma maior duração.
 Duplo
Duplo
Obtém-se através de uma modificação do plasma padrão, adicionando um segundo gás de proteção ou secundário em torno do bocal, permitindo atingir um maior estreitamento do feixe. Tanto o gás de corte como o gás de proteção são selecionados de acordo com o metal a cortar. As velocidades alcançadas são superiores às do plasma padrão.
Alta definição
Tal como no plasma duplo, em alta definição utilizam-se dois gases: de proteção e de corte. A diferença é a criação de um “bocal virtual” por meio de um fluxo de gás, que estrangula e estabiliza ainda mais o arco plasma, dando origem a um corte mais suave, reto e sem perdas.
Em alguns fabricantes, melhora-se ainda mais o processo através da rotação do gás secundário produzindo um estreitamento do feixe de plasma, estabilizando-o e protegendo-o.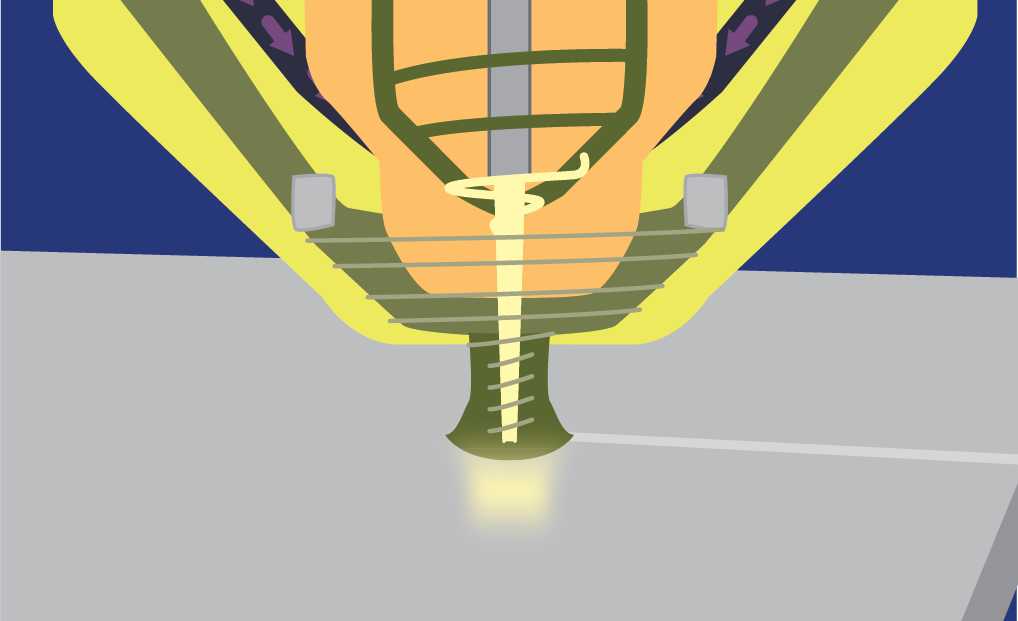
Subaquático
De acordo com as exigências das aplicações de corte industrial, reduzindo os níveis de ruído, radiação UV e poeira, leva-se a cabo o corte subaquático.
O feixe deve ser protegido da água, uma vez que o corte é feito abaixo da sua superfície. Isto consegue-se com o auxílio de um gás secundário que rodeia adicionalmente o arco elétrico.
Marcação
A tecnologia plasma, com equipamento eletrónico, permite realizar marcas ou entalhes na superfície do material base. A profundidade da referida marca dependerá da intensidade, sempre baixa, à qual se realize a operação.
Funções dos gases
Consoante o tipo de processo, estarão presentes diferentes tipos de gases. Da respetiva qualidade e pureza dependerá grande parte da sua qualidade e repetibilidade.
Gás plasmogénico
Chama-se gás plasmogénico qualquer gás ou mistura gasosa que possa ser usada para gerar o arco de plasma e levar a cabo o processo de corte. Podemos considerar duas fases principais do arco de plasma: a fase de ignição e a fase de corte. Da mesma forma, o gás plasmogénico pode ser dividido em gás de ignição e gás de corte, que podem diferenciar-se tanto pela sua composição, como pelo caudal.
Gás de ignição
Este gás é usado no processo de ignição do arco de plasma. Tem como função facilitar a ignição e pode influir positivamente na vida útil do cátodo.
 Gás de corte
Gás de corte
Ao ionizar-se, o gás de corte torna-se condutor e é capaz de produzir o arco elétrico principal entre o cátodo e a peça que se pretende cortar. Seguidamente, a energia do arco elétrico funde o material, que se desprende ao incidir sobre o gás de corte a grande velocidade. Para obter os resultados de corte ideais, os gases de corte variam consoante o tipo de material e a respetiva espessura.
Gás de marcação
Chama-se gás de marcação ao gás utilizado para marcar com plasma.
Gás secundário ou de proteção.
Este gás envolve o arco de plasma. Contribui para melhorar a qualidade do corte, já que reduz a secção do arco e o arrefece, protegendo os consumíveis ao perfurar e ao realizar cortes debaixo de água. Também pode ter diferentes composições.
Tipos de gases utilizados
Os gases influem consideravelmente na qualidade do corte. Para que o processo seja rentável e se obtenham ótimos resultados, para cada material devem ser usados gases plasmogénicos de processo específicos. A escolha depende, em grande medida, das suas propriedades físicas. Devem ser consideradas a energia de ionização e de dissociação, a condutividade térmica, a massa atómica e a reatividade química.
Árgon
O árgon é um gás inerte, pelo que não reage com o material durante o processo. Devido à sua massa atómica (o mais elevado de todos os gases utilizados no corte por plasma) favorece a expulsão do material fundido da via de corte. Isto deve-se à elevada energia cinética que o feixe de plasma é capaz de alcançar. Devido ao seu baixo potencial de ionização, serve perfeitamente para acender o feixe de plasma. Porém, o árgon não pode ser utilizado isoladamente para cortar, já que apresenta uma condutividade térmica reduzida e um baixo teor calorífico.
Hidrogénio
Em comparação com o árgon, o hidrogénio apresenta boa condutividade térmica e, além disso, dissocia-se a altas temperaturas. Isto significa que absorve muita energia do arco elétrico (como na ionização), o que conduz ao arrefecimento das camadas exteriores. Este efeito contribui para estreitar o arco gerando uma maior densidade energética. Devido a processos de recombinação, a energia absorvida volta a libertar-se no banho de fusão sob a forma de calor. No entanto, o hidrogénio não pode ser usado sozinho uma vez que, ao contrário do árgon, tem uma massa atómica muito baixa, portanto, não é capaz de gerar energia cinética suficiente para expulsar o material fundido.
A mistura de árgon/hidrogénio será a melhor escolha para o corte de aço inoxidável e alumínio de uma determinada espessura. Esta mistura proporciona uma temperatura mais elevada e, portanto, uma maior capacidade máxima de corte. No aço inoxidável, a mistura proporciona um corte reto e uma superfície de corte quase limpa.
Ao usar árgon/hidrogénio como gás plasma, é habitual usar azoto como gás de proteção.
Azoto
O azoto é um gás pouco reativo, ou seja, só reage com a peça de trabalho a altas temperaturas e permanece inerte a baixas temperaturas. No que toca às propriedades (condutividade térmica, entalpia e massa atómica), está situado entre o árgon e o hidrogénio, pelo que poderá ser usado individualmente para cortar chapas finas de aços de alta liga e como gás secundário como plasmogénico.
Oxigénio
Pela sua condutividade térmica e massa atómica, o oxigénio pode ser classificado juntamente com o azoto. Tem uma boa afinidade com o ferro, ou seja, o processo de oxidação liberta calor que pode ser usado para atingir uma maior velocidade de corte. Porém, esta reação cria um processo de corte por fusão e não de oxicorte, uma vez que a reação com o material ocorre muito lentamente e este já foi fundido anteriormente. O oxigénio é usado como gás de corte e secundário para cortar aços não ligados ou de baixa liga.
Ar
Basicamente, o ar é composto de azoto (aprox. 70%) e oxigénio (aprox. 21%), o que permite utilizar as propriedades de ambos os gases. O ar é um dos gases mais baratos e utiliza-se para cortar chapas de aço não ligados e de alta ou baixa liga.
Misturas
Os gases anteriores são muitas vezes utilizados formando misturas gasosas. Isto permite combinar, por exemplo, as boas propriedades térmicas do hidrogénio com a elevada massa atómica do árgon. Os aços de alta liga e o alumínio podem ser cortados a partir de uma espessura de 5 mm. A proporção do hidrogénio depende da espessura do material. Quanto maior a espessura do material, mais hidrogénio se utiliza. É possível utilizar um volume máximo de H de 35% relativamente ao volume total da mistura gasosa. Naturalmente, é possível utilizar outras combinações como misturas de azoto/hidrogénio ou misturas de árgon/azoto/hidrogénio.
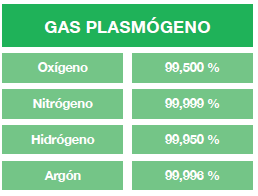
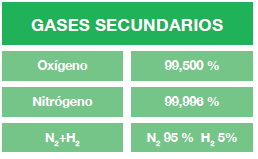
Purezas dos gases no corte a plasma
Para a obtenção de resultados ótimos e repetíveis, é necessário usar gases com pureza adequada. Os níveis de pureza dependem de cada fabricante. Geralmente:
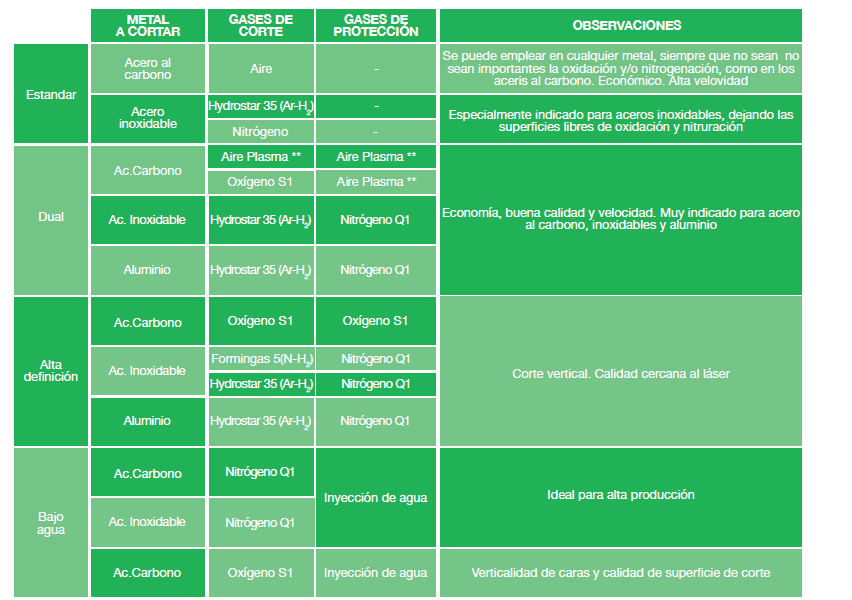
Critérios de seleção de gases segundo o material
Cada fabricante de equipamento de corte a plasma estipula o gás ou a mistura de gases adequados a cada material, espessura e gama de intensidade de corte. A tabela seguinte indica as aplicações mais comuns. No entanto, serão as tabelas de corte de cada equipamento a determinar o gás, pressão e caudal necessários:

- Perpendicularidade ótima. Superfícies lisas e sem rebarbas.
- Aço inoxidável fino (CrNi) entre 1 e 6 mm.
- Boa perpendicularidade das superfícies de corte. Superfícies lisas e sem rebarbas.
- Para alumínio fino entre 1 e 8 mm.
- Para alumínio fino entre 1 e 8 mm.
- Cortes quase verticais.
Aço carbono
O principal gás para corte de aço carbono é o oxigénio. Enquanto na tecnologia de oxicorte a principal função do oxigénio é provocar um corte “químico”, obtendo uma rápida oxidação do material a altas temperaturas, no processo plasma este efeito não chega a produzir-se devido à elevadíssima temperatura alcançada (>30.000 ºC). A vantagem será determinada pela produção de projeções de material mais finas, de forma que cada gota terá menor tensão superficial e será mais facilmente expulsa da sangria.
Aço inoxidável
O principal gás para corte a plasma de aço inoxidável é o azoto já que, caso se utilize ar ou oxigénio, ocorrerá oxidação na superfície de corte. No entanto, se for necessário evitar uma possível nitruração na zona de corte, ou caso se pretenda um acabamento de superfície de alta qualidade, devem ser usadas misturas com hidrogénio ou misturas de árgon + hidrogénio. O tipo de mistura e as respetivas percentagens dependerá do fabricante do equipamento.
Alumínio
Para o corte a plasma do alumínio devem utilizar-se os mesmos gases usados no corte do aço inoxidável.
A tabela que se segue resume as características e usos das diferentes variedades de corte a plasma, consoante o material e processo utilizados.
Conclusões
Ao utilizar a tecnologia plasma, é necessário prestar especial atenção aos gases envolvidos no processo.
Dever-se-á utilizar cada gás ou mistura de gases dentro do seu campo de funcionalidade, tendo em conta que tipo de material será cortado e em que gama de espessuras.
Também é muito importante observar a pureza adequada de cada gás ou mistura de gases, para não comprometer a qualidade do corte.
Por último, é essencial garantir a manutenção da gama de pressões e fluxos ideais para cada gás no respetivo ponto de aplicação.
A Nippon Gases, através dos seus especialistas, oferece o aconselhamento adequado para implementar com êxito o fornecimento de gases da tecnologia de corte a plasma. O nosso alcance não recai apenas na seleção correta do gás e nas respetivas purezas, mas também no estudo e dimensionamento das instalações e formatos de fornecimento, garantindo as melhores relações de qualidade e a produtividade do processo.
Aceda ao artigo completo clicando aqui.